一种凸版辊及其转移凸点的制作方法
1.本实用新型涉及电池隔膜涂布技术领域,尤其涉及一种凸版辊及其转移凸点。
背景技术:
2.在电池行业中的隔膜及极片制造领域,卫生包装行业中的透气膜及无纺布制造领域和电子行业中的保护膜的制造领域,均需要利用涂布技术涂布形成非全面覆盖式的涂布层。
3.以电池行业中的隔膜制备为例,由于如今锂电池不仅需要隔膜与电极之间的良好热稳定性与粘接力,而且需要快速充电性能,而通过非全覆盖式涂覆胶层的方式,无聚合物胶点孔洞区域能够实现锂离子的有效传输,提高隔膜的锂离子传导能力,从而提高了锂电池的充放电性能,延长锂电池的循环寿命。
4.现有技术中锂电池隔膜制备通常所采用的非全覆盖式涂覆胶层的技术中,一般包含pvdf(聚偏氟乙烯,一种高度非反应性热塑性含氟聚合物)团聚收缩涂布膜与pvdf“岛状”喷涂膜两种:前者形成的隔膜表面利用pvdf疏水性,通过浆料张力调整把pvdf制成团聚体,浆料接触膜面后迅速收缩,不让其形成连续,由于其通过浆料调整,稳定性很差;后者将pvdf通过高速旋转甩向隔膜,在隔膜表面形成岛状结构从而铆接极片,但是形状不规则。因此,现有的锂电池隔膜制备中的非全覆盖式涂覆胶层技术均存在各种问题。
5.如上所述,现有的锂电池隔膜制备所采用的非全覆盖式涂覆胶层,无法精准控制每个胶点的大小、胶点的距离以及团聚的状态,因此形成的离散形的胶膜层,无论对生产质量的控制以及后续绕卷的质量,都存在影响。由此,本技术发明人研究出一种非全覆盖式涂覆隔膜的制备方案(并不能认为其完全属于现有技术),能够形成平整、大小一致的局部涂布结构,从而实现pvdf均匀“点状”涂布膜。
6.如图1所示,先在网纹辊01的辊面上的凹陷孔洞或沟槽011内布满涂布用胶料,并形成厚度均匀的液膜层;然后,利用凸版辊02上的凸点021在与网纹辊01接触的过程中将液膜层转移到凸点021的转移面上,且在转移过程中,凸点021的转移面与网纹辊01的辊面相切接触;最后,利用平面底辊03挤压凸版辊02上的凸点021的转移面,从将凸点021的转移面上的液膜层转移到从平面底辊03和凸版辊02之间穿过并沿方向j移动的隔膜04上,从而在隔膜04朝向凸版辊02的一侧形成均匀“点状”的涂布层。
7.本技术发明人发现,采用上述均匀“点状”涂覆隔膜的制备方案,虽然能够在隔膜上形成平整、大小一致的局部涂布结构,然而却只能形成厚度较薄(例如涂布膜的厚度在5μm以下)的液膜层,无法实现涂布膜的厚度较厚(例如涂布膜的厚度在10μm以上)的要求;另外,不同类型的隔膜要求不同液膜厚度,现有方案一般也只能通过更换不同版本的凹版辊来调整点涂的厚度,但采用该方式的成本高,操作繁琐,浪费时间。
技术实现要素:
8.为满足在电池行业、卫生包装行业及电子行业中的涂布膜上制备厚度较厚的涂布
层的生产需要,本实用新型对凸版辊上的凸点进行了改进,可避免因转移凸点的转移端面过小或过大而影响涂布用胶料的转移,使其转移涂布胶滴料时滴料不会挤压变形,而是主要通过涂布胶料滴在不同材料构成的凸版辊和涂布膜所形成的张力差作用滴覆到涂布膜上,从而既可避免涂布胶料滴在涂布过程中受压而导致涂布层厚度变小,保证涂布层的厚度。
9.具体的本实用新型采取了下列技术方案:所述转移凸点为渐变小截面,所述转移凸点顶部为转移端面,所述转移凸点适于插入胶料容纳装置的容料凹槽中转移涂布胶滴料,所述容料凹槽的内径d1与所述转移凸点的转移端的端面直径d2的比值q>1,优选地,q≥1.5。
10.进一步地,所述胶料容纳装置用于容纳储存涂布胶料,位于凸版辊上的转移凸点依次插入到所述胶料容纳装置的容料凹槽内并将所述胶料容纳装置内的涂布胶料带出并形成包覆在所述转移凸点的转移端上的涂布胶料滴;优选地,所述胶料容纳装置为网纹辊。
11.进一步地,所述转移凸点的转移端面为圆形面,该转移端面的直径d2的取值范围为20μm-1mm,且该转移凸点插入到所述容料凹槽中时,所述转移端面与所述容料凹槽的槽底之间的间距l的取值范围为20μm-250μm。这样,使用点胶涂布装置在涂布膜上涂布形成非全面覆盖式的涂布层时,可避免因转移凸点的转移端面过小或过大而影响涂布用胶料的转移,同时可通过调整转移凸点插入到容料凹槽中的深度即转移端面与容料凹槽的槽底之间的间距l的取值来调整转移凸点上形成的涂布胶料滴的高度,进而可根据涂布胶料滴的高度来调整涂布形成的涂布层的厚度。
12.进一步地,所述转移凸点为母线内凹的锥形台结构、母线外凸的锥形台结构、直母线锥形台结构或阶梯台结构。
13.进一步地,所述阶梯台结构包括连接底座和转移凸台,所述转移凸台的横截面积小于所述连接底座的横截面积。
14.优选地,所述转移凸台为圆柱形结构,所述连接底座为锥形台状结构,所述圆柱形结构的高度h1≤200μm且所述圆柱形结构的高度h1与直径d1的比值n≤2.5。这样,可避免转移凸点在转移胶料的过程中因转移凸台过于细长而影响转移效果,进而影响后期的涂布效果。
15.进一步地,一种凸版辊,其包含上述结构的转移凸点。
16.优选地,所述转移凸点在凸版辊上的覆盖率为10%-50%。
17.优选地,所述转移凸点在凸版辊上的摆布形状为正方形、矩阵或条纹。
18.本实用新型具有以下优点:
19.转移凸点的转移端面面积远小于容料凹槽的横截面积,以便于将转移凸点的转移端插入到网纹辊的容料凹槽内部,从而利用涂布胶料的张力使涂布胶料附着在转移凸点的转移端上并形成球形或椭球形的涂布胶料滴,且该涂布胶料滴在转移过程中不会挤压涂布膜,而是主要通过涂布胶料滴在由各自不同材料构成的凸版辊与涂布膜上的张力差作用滴覆到涂布膜上,从而既可避免涂布胶料滴在涂布过程中受压而导致涂布层厚度变小,保证涂布层的厚度,又可以利用位于转移凸点侧面上的涂布用胶料使涂布点的面积适当增大,增大涂布层在涂布膜上的覆盖率。
附图说明
20.图1为现有技术中制备非全面覆盖式的涂布层方法采用的制备装置的示意图;
21.图2为采用现有技术制备的厚度较薄的非全面覆盖式的涂布层的示意图;
22.图3为采用现有技术制备的厚度较厚的非全面覆盖式的涂布层的示意图;
23.图4为胶涂布装置的结构示意图;
24.图5为包含点胶控制装置的点胶涂布装置点涂时的示意图;
25.图6为图4所示的点胶涂布装置中的转移凸点的结构示意图,其中,图6(a)为母线内凹的锥形台结构的转移凸点的结构示意图;图6(b)为阶梯台结构的转移凸点的结构示意图;图6(c)母线外凸的锥形台结构的转移凸点的结构示意图;图6(d)为锥形台结构转移凸点的结构示意图;
26.图7为图6所示的转移凸点的主视示意图,其中,图7(a)为母线内凹的锥形台结构的转移凸点的主视示意图;图7(b)为阶梯台结构的转移凸点的主视示意图;图7(c)为母线外凸的锥形台结构的转移凸点的主视示意图;图7(d)为锥形台结构的转移凸点的主视示意图;
27.图8为图6所示的转移凸点带有涂布胶料滴时的主视示意图,其中,图8(a)为母线内凹的锥形台结构的转移凸点带有涂布胶料滴的主视示意图;图8(b)为阶梯台结构的转移凸点带有涂布胶料滴时的主视示意图;图8(c)为母线外凸的锥形台结构的转移凸点带有涂布胶料滴时的主视示意图;图8(d)为锥形台结构的转移凸点带有涂布胶料滴时的主视示意图;
28.图9采用转移凸点为母线内凹的锥形台结构时制备到的涂布层的示意图。
29.图中各编号:01-网纹辊、011-沟槽、02-凸版辊、021-凸点、03-平面底辊、04-隔膜、05-涂布层;
30.1-网纹辊、11-容料凹槽、2-凸版辊、3-平面底辊、31-穿膜间隙、4-涂布膜、5-第二微调平台、6-第二进给量控制器、7-第一微调平台、8-第一进给量控制器、09-涂布胶料滴、9-涂布点;
31.21-转移凸点、211-转移端面、2101-连接底座、2102-转移凸台。
具体实施方式
32.如背景技术所述,本技术发明人最初研究出的非全覆盖式涂覆隔膜的制备方案中,虽然能够在隔膜上形成平整、大小一致的局部涂布结构,然而却只能形成厚度较薄(例如涂布膜的厚度在5μm以下)的液膜层,无法满足厚度较厚的涂布膜的(例如涂布膜的厚度在10μm以上)制备要求。
33.为此,本技术发明人经过反复实验且深入研究后发现,最初研究出的非全覆盖式涂覆隔膜的制备方案主要是借鉴了印刷技术中的技术构思,为了能保证在转移过程中心在凸版辊02上的凸点021的转移面上形成大小可控的液膜层,凸点021的转移面的面积远大于网纹辊01上的凹陷孔洞或沟槽011的面积,即凸点021的转移面的面积远大于网纹辊01上的凹陷孔洞或沟槽011内形成的液膜层的面积。然而,本技术发明人意识到这应该是该制备方案导致难以形成厚度较厚的涂布膜的重要原因,具体参考如下所述。
34.图2-3分别是研发过程中制备厚度较薄和较厚的涂布层的示意图。如图2所示,采
用凸点021进行涂料胶滴涂布时,只能通过凸点021获取少量涂料,涂料胶滴的面积与凸点021的转移面大小一致,因此隔膜04上只能形成的厚度小于10μm涂布层05;如图3所示,由于液膜层是通过压制方式从凸版辊02上转移至隔膜04上的,故液膜层在转移过程中会被压扁,尤其是当液膜层的厚度较大比如超过5μm时,隔膜04上形成如图3所示的中部有凹陷的涂布层05,厚度极难控制甚至无法形成涂布层。
35.需要说明的是,上述点胶涂布方案并不是现有技术,只是本技术发明人研发过程中的某一具体实施方式,因此本领域技术人员是不太可能意识到上述技术问题的存在,即上述技术问题的发现对于本领域技术人员来说具有非显而易见性。
36.如前分析,最初研究出的非全覆盖式涂覆隔膜的制备方案中,在涂布过程中,一方面由于凸版辊上的凸点面积远大于网纹辊上的凹陷孔洞或沟槽的面积,凸点只能通过与网纹辊相接触才能获取网纹辊上的涂料,凸点无法挑取体积较大的涂料胶滴,从而在点涂时只能形成厚度较薄的液膜层;另一方面,即便是通过更换凹版辊(网纹辊)的方式调节以获取更大的涂料量,然而通过压印的方式从凸版辊上转移至隔膜上形成涂料点(或称为“涂布点”)仍然难以确保一定厚度。
37.为此,本技术发明人提出了能一种解决上述问题的技术方案,通过改变凸版辊上凸点的形态,使其能够插入到凹版辊(网纹辊)的沟槽内获取更多的胶料,并且使所述凸点上的涂布胶料通过滴覆的方式在涂布膜上,并主要依靠涂布胶料在张力差的作用下在涂布膜上形成构成涂布膜的涂布点。
38.此外,针对“不同类型的隔膜要求不同液膜厚度,现有技术只能通过更换不同版本的凹版辊来调整点涂的厚度成本高,操作繁琐,浪费时间”的问题,本技术发明人还进一步提出了通过调整凸版辊上凸点插入到凹版辊(网纹辊)的沟槽内进给量,以及调整凸版辊与涂布膜之间的距离,从而能够实现对于涂布胶料滴滴覆在所述涂布膜上所形成的胶料点的厚度以及形态的调整控制。
39.本发明实施例以制备锂电池隔膜的点胶涂布为例予以说明,本领域技术人员能够理解的是,本发明的点胶涂布装置以及点胶涂布方法不仅适用于锂电池隔膜的制备,也同样能适用其他行业(例如卫生包装行业中的透气膜及无纺布制造领域和电子行业中的保护膜的制造领域)中相关膜层的制备。
40.如图4所示,本发明实施例提供的点胶涂布装置包括网纹辊1、凸版辊2、进给量控制器(图中未示出)和平面底辊3,凸版辊2位于网纹辊1和平面底辊3之间,平面底辊3位于凸版辊2的下侧,且平面底辊3和凸版辊2之间设置有供涂布膜4穿过的穿膜间隙31。其中,网纹辊1的辊面上设置有容纳涂布用胶料的容料凹槽11。优选地,容料凹槽11为圆形凹槽,并在网纹辊1的辊面上均匀分布。在将涂布用胶料涂覆到网纹辊1的辊面上时,可通过挤压或刮擦方式将网纹辊1的辊面上多余的涂布用胶料通过挤压或刮擦去除,在网孔内形成厚度均匀的液膜层(图中未示出)。凸版辊2的辊面上设置有转移凸点21,且在凸版辊2和网纹辊1接触的位置处,转移凸点21插入到网纹辊1上对应位置处的容料凹槽11内。这样,在网纹辊1的辊面上涂覆有涂布用胶料时,凸版辊2在与网纹辊相对反向转动时利用转移凸点21插入到容料凹槽11中将容料凹槽11内的涂布用胶料带出并在转移凸点21的转移端面211处形成球形或椭球形的涂布胶料滴09。优选地,凸版辊2上的转移凸点21插入到网纹辊1上的容料凹槽11内转移涂布用胶料时,转移凸点21的转移端面211与容料凹槽11的槽底之间的间距l的
取值范围为20-250μm。这样,使用本发明点胶涂布装置在涂布膜上涂布形成非全面覆盖式的涂布层时,可通过调整转移凸点21插入到容料凹槽11中的深度即转移凸点21的转移端面211与容料凹槽11的槽底之间的间距l的取值来调整转移凸点21上形成的涂布胶料滴09的高度,该涂布胶料滴09的高度指的是涂布胶料滴09在沿转移凸点21的中心轴线方向上距离转移凸点21的转移端面211最远处到转移端面211的垂直距离,从而可根据涂布胶料滴09的高度来调整涂布形成的涂布层的厚度,进而方便涂布操作人员控制涂布形成的涂布层的厚度。进给量控制器用于检测及调制控制凸版辊2与网纹辊1之间的间距,进而调整控制凸版辊2上的转移凸点21插入到网纹辊1上的容料凹槽11内的进给量。优选地,进给量控制器可选用光栅尺。这样,选用光栅尺作为进给量控制器,安装及操作简单方便,且检测控制精度高,方便涂布操作人员控制涂布形成的涂布层的厚度。优选地,网纹辊1上的容料凹槽11的内径d1与凸版辊2上的转移凸点21的转移端面211的端面直径d2的比值q≥1.5。这样,转移凸点21的转移端面211的端面积远小于容料凹槽11的横截面积,以便于将转移凸点21的转移端面211插入到网纹辊1的容料凹槽11内部,从而利用涂布胶料的张力使涂布胶料附着在转移凸点的转移端面211上并形成球形或椭球形的涂布胶料滴09,且该涂布胶料滴09在转移过程中不会挤压涂布膜,而是主要通过涂布胶料滴09本身在由不同材料构成的凸版辊2与涂布膜上的张力差作用滴覆到涂布膜上,继而可通过调整涂布用胶料在两种不同材料上的张力差和涂布胶料滴09的大小来实现对涂布形成的涂布层的厚度的调整,简单方便。另外,在制造上述点胶涂布装置中的凸版辊2时,可采取机械加工方式在凸版辊2的辊面上加工出转移凸点21,也可以利用激光雕刻装置在包覆在凸版辊2的光辊筒上弹性材料比如橡胶或树脂材料上雕刻形成转移凸点21。当然,采用激光雕刻装置雕刻形成转移凸点21的操作,既可以在将弹性材料包覆在凸版辊2的光辊筒上之前进行,也可以在将弹性材料包覆在凸版辊2的光辊筒上之后进行。
41.图5为点胶涂布装置所包含的点胶涂布控制装置,主要包括:第一微调平台7、第一进给量控制器8、第二微调平台5、第二进给量控制器6、磨损检测装置(图中未示出)以及第一和第二驱动控制装置(图中未示出),第二驱动控制装置适于控制驱动凹版辊1与凸版辊2反向转动,使转移凸点21依次插入到容料凹槽11内,并将容料凹槽11内的涂布用胶料带出形成包覆在转移凸点的转移端面211上的涂布胶料滴09;第二进给量控制器6适于检测转移凸点21插入到适于容纳涂布用胶料的容料凹槽11内的进给量,并根据涂布要求控制第二微调平台5调整进给量,第二显示与存储装置(图中未示出)显示并存储所调整进给量的数值,涂布胶料滴09的形态与调整后的进给量相对应;容料凹槽11设置于点胶涂布装置所包含的凹版辊1上,凹版辊1设置于第二微调平台5,进给量控制器包括位移传感器和光栅尺。点胶涂布装置所包含的凸版辊2设置于第一微调平台7;磨损检测装置检测转移凸点21的磨损值,并将磨损值发送至第一进给量控制器8,第一进给量控制器8适于检测凸版辊2上的转移凸点21与平面底辊3的间距,并根据涂布要求和磨损程度控制第一微调平台7移动以调整凸版辊2上的转移凸点21与平面底辊3的间距,第一显示与存储装置(图中未示出)显示并存储所调整间距的数值;第一驱动控制装置适于控制驱动平面底辊3相对凸版辊2作反向转动,带动涂布膜4移动,使转移凸点21的转移端面211上包覆的涂布胶料滴09通过张力差的作用滴覆在涂布膜4上,以在涂布膜4上形成涂布点9;涂布点9的形态与调整后的转移凸点21与平面底辊3的间距相对应,涂布点9的形态包括直径和高度中的至少一种。
42.使用上述点胶涂布控制装置在涂布膜上涂布形成涂布层的具体过程为:
43.首先,驱动凹版辊1与凸版辊2反向转动,使转移凸点21依次插入到容料凹槽11内,将容料凹槽11内的涂布用胶料带出且由于涂胶粘度和张力差的不同形成包覆在转移凸点21的转移端面211上的涂布胶料滴09;
44.其次,根据涂布要求检测并调整转移凸点21插入到适于容纳涂布用胶料的容料凹槽11内的进给量,显示并存储所调整进给量的数值a,涂布胶料滴09的直径和高度与调整后的进给量相对应,容料凹槽11设置于点胶涂布装置所包含的凹版辊1上;
45.最后,检测所述转移凸点21的磨损值,根据涂布要求及磨损值检测并调整点胶涂布装置所包含凸版辊2上的转移凸点21与平面底辊3的间距,显示并存储所调整间距的数值b;使转移凸点21的转移端面211上包覆的涂布胶料滴09通过张力差的作用滴覆在涂布膜4上,以在涂布膜4上形成高度1μm-50μm及直径50μm-1000μm的第一涂布胶料滴;涂布点9的直径和高度与调整后的转移凸点21与平面底辊3的间距相对应。
46.如图6、7和8所示,转移凸点21可为母线内凹的锥形台结构、母线外凸的锥形台结构、锥形台结构或阶梯台结构。优选地,转移凸点21的转移端面211为圆形面,且该转移端面211的直径d2的取值范围为20μm-1mm。这样,使用本发明点胶涂布装置在涂布膜上涂布形成非全面覆盖式的涂布层时,可避免因转移凸点21的转移端面211过小或过大而影响涂布用胶料的转移,方便网纹辊1上的涂布用胶料的转移。当转移凸点21为阶梯台结构时,该转移凸点21包括连接底座2101和转移凸台2102,且转移凸台2102的横截面积小于连接底座2101的横截面积。这样,转移凸点21在转移端面211处的横截面积较小,且转移端面211的转移端面211相较于转移凸点21上的其他部位的横截面面积最小,以便于在与网纹辊1接触时插入到容料凹槽11中转移网纹辊1上的涂布胶料。优选地,转移凸台2102为圆柱形结构,圆柱形结构的高度h1≤200μm,且圆柱形结构的高度h1与直径d2的比值n≤2.5,连接底座2101为锥形台状结构,这样,设置成圆柱形结构的转移凸台2102的高度h1与直径d2的比值n≤2.5,可避免转移凸点21在转移胶料的过程中因转移凸台2102过于细长而影响转移效果,进而影响后期的涂布效果;另外,连接底座2101设置成锥形台状结构,既可以有效支撑转移凸台2102,又方便制造。进给量控制器用于检测及调制控制凸版辊2与网纹辊1之间的间距,进而调整控制凸版辊2上的转移凸点21插入到网纹辊1上的容料凹槽11内的进给量。优选地,进给量控制器可选用光栅尺。这样,选用光栅尺作为进给量控制器,安装及操作简单方便,且检测控制精度高,方便涂布操作人员控制涂布形成的涂布层的厚度。优选地,网纹辊1上的容料凹槽11的内径d1与凸版辊2上的转移凸点21的转移端的端面直径d2的比值q≥150%。这样,转移凸点21的转移端的端面积远小于容料凹槽11的横截面积,以便于将转移凸点21的转移端插入到网纹辊1的容料凹槽11内部,从而利用涂布胶料的张力使涂布胶料附着在转移凸点的转移端上并形成球形或椭球形的涂布胶料滴09,且该涂布胶料滴09在转移过程中不会挤压涂布膜4,而是主要通过涂布胶料滴09在不同材料上的张力差作用滴覆转移到涂布膜4上,继而可通过调整涂布用胶料的张力和涂布胶料滴09的大小来实现对涂布形成的涂布层的厚度的调整,简单方便。
47.本发明实施例提供的使用点胶涂布方法在涂布膜上涂布形成涂布层时的具体过程:
48.首先,将涂布用胶料涂覆在网纹辊1的辊面上的容料凹槽11内,并在网纹辊1上的
容料凹槽11内形成厚度均匀的液膜层。优选地,可通过辊筒或刮刀将网纹辊1的辊面上的涂布用胶料挤压或刮擦多余液膜,在网孔内形成均匀液膜层,当采用辊筒时,辊筒靠近网纹辊1的辊面并与网纹辊1辊面上的涂布用胶料接触挤压去除多余涂布用胶料在网纹辊1转动的过程中在网纹辊1的网孔内形成厚度均匀的液膜层;当采用刮刀时,刮刀靠近网纹辊1的辊面,在网纹辊1转动的过程中,刮刀对网纹辊1辊面上的涂布用胶料进行刮擦去除多余涂布用胶料在网纹辊1的网孔内形成厚度均匀的液膜层。同样,也可将网纹辊改成表面附着力较大的光辊或者毛化辊,根据需要通过调整辊筒或刮刀与表面附着力较大的光辊或者毛化辊辊面之间的间距来调整涂覆形成的液膜层的厚度,操作简单方便。
49.接着,根据涂布要求利用进给量控制器调整凸版辊2上的转移凸点21插入到网纹辊1上的容料凹槽11内的进给量,即调整转移凸点21的转移端面211与容料凹槽11的槽底之间的间距l的值,并利用驱动装置比如驱动电机驱动网纹辊1和凸版辊2反向转动,使凸版辊2上的转移凸点21依次插入到网纹辊1上的容料凹槽11内并将容料凹槽11内的涂布用胶料带出,形成包覆在转移凸点21的转移端面211上的涂布胶料滴09;
50.最后,利用驱动装置驱动平面底辊3相对凸版辊2作反向转动,带动位于穿膜间隙31中的涂布膜4沿方向k移动,使凸版辊2上转移凸点21上的涂布胶料滴09滴覆在涂布膜4上并在涂布膜4上形成构成非全面覆盖式的涂布层的涂布点。图8所示,当凸版辊2上的转移凸点21为母线内凹的锥形台结构时,在涂布膜4上形成的半椭球形的涂布点9。
51.采用上述点胶涂布装置在涂布膜上涂布形成涂布层时,优选常温下粘度的取值范围为300pa
·
s-15000pa
·
s的涂布用胶料。这样,在转移涂布用胶料时,可在转移凸点上形成高度范围为1μm-50μm、直径范围为50μm-1000μm的涂布胶料滴,从而可满足涂布形成厚度较大的涂布层的需要。
52.图9为采用本发明实施例的点胶涂布装置且转移凸点为母线内凹的锥形台结构时制备的涂布层的示意图。从图9可以看出,转移凸点几乎不接触隔膜(涂布膜),而是主要利用张力差实现第二涂布胶料滴09的转移,在隔膜上形成第一涂布胶料滴9,且形成的第一涂布胶料滴9的形态呈现为近似球形或椭球形液滴。
53.表1为采用现有工艺生产的隔膜与采用本方法生产的隔膜的各参数比对,其中岛状喷涂膜由第四代旋转喷涂生产制备,辊涂收缩膜由第三代满涂收缩生产制备;其中各参数代表的含义:1.面密度越小说明用料越省;2.穿刺强度越高说明强度越好,电池越安全;3.导电率数值越大说明充放电的速度越快;4.面电阻数值越小说明锂离子穿透的越顺畅;5.透气值:单位体积的气体穿过点位面积的隔膜所需时间,时间越短说明越顺畅。
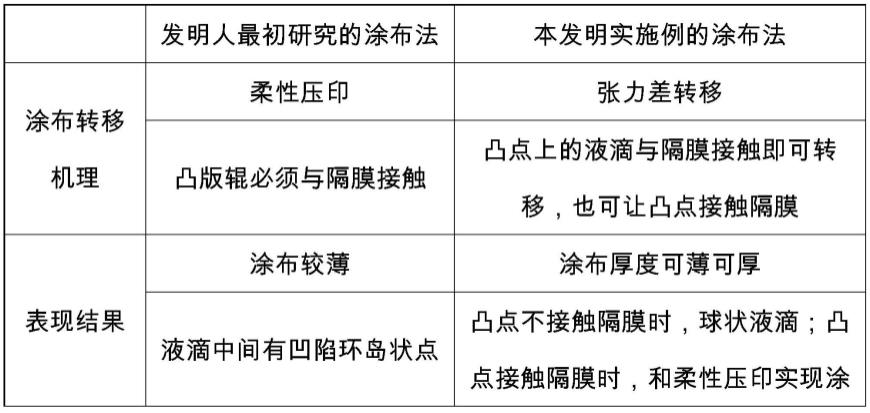
54.表2为两种点涂技术的对比。
55.表1
56.参数均匀点涂膜(本实施例)辊涂收缩膜岛状喷涂膜面密度(g/m2)15.0115.8517.15穿刺强度(n)7.436.957.2离子电导率(s/cm)12.7*10-48.7*10-49.1*10-4面电阻(ω)1.712.363.23透气值(s)235333286
57.表2
[0058][0059]
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种天线设备测试临时支架的制...
- 圆极化天线的制作方法
- 一种节省空间的简易电池组装配...
- 一种电池带锁提手结构的制作方...
- 一种便于更换电池包的电池包堆...
- 一种便于组合堆叠的储能电池包...
- 半导体结构及其制作方法与流程
- 一种电池簇储能系统的制作方法
- 半导体结构及其制作方法与流程
- 一种低功耗大功率并联整流二极...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1