一种日用玻璃制造行列机的玻璃瓶剔除装置的制作方法
1.本实用新型涉及玻璃瓶生产制造设备,具体地涉及一种日用玻璃制造行列机的玻璃瓶剔除装置。
背景技术:
2.玻璃瓶作为日常使用的容器,一般是采用行列机进行工业化生产制造。当玻璃原料在行列机成型为玻璃瓶后,采用运输带运输玻璃瓶,玻璃瓶经过热喷处理,然后进入退火炉。
3.在行列机制造出玻璃瓶后,需要进行验瓶,来检测玻璃瓶的重量等信息是否达到标准,如果玻璃瓶的重量偏差超出允许的偏差范围时,即重量不达标,玻璃瓶的品质无法得到保证。重量不达标的玻璃瓶进行热喷处理以及退火处理是浪费资源。因此需要剔除重量不达标的玻璃瓶。
技术实现要素:
4.本实用新型要解决的技术问题,在于提供一种日用玻璃制造行列机的玻璃瓶剔除装置,剔除重量不达标的玻璃瓶。
5.本实用新型是这样实现的:一种日用玻璃制造行列机的玻璃瓶剔除装置,包括:
6.运输带,用于运输玻璃瓶;
7.称重传感器,设置于所述运输带的下方,用于对玻璃瓶的重量进行称重;
8.驱动控制机构,位于所述称重传感器的右侧方向;
9.推板,与所述驱动控制机构的活动端固定连接;
10.回收料管道,位于所述称重传感器的左侧方向;
11.挡板,与所述回收料管道的顶部入口固定连接;
12.所述称重传感器与所述驱动控制机构电连接,所述挡板还开设有进料口,所述进料口朝向所述推板,所述推板能将所述运输带上的玻璃瓶推进所述进料口。
13.进一步地,所述驱动控制机构包括支架、mcu、二位五通电磁阀与伸缩气缸,所述称重传感器与所述mcu电连接,所述mcu还与所述二位五通电磁阀电连接,所述二位五通电磁阀的第一送气口与所述伸缩气缸的头端气口连通,所述二位五通电磁阀的第二送气口与所述伸缩气缸的尾端气口连通,所述伸缩气缸的活塞杆与所述推板固定连接,所述伸缩气缸的缸体与所述支架固定连接,所述支架位于所述称重传感器的右侧。
14.进一步地,还包括计数器,所述计数器与所述mcu电连接。
15.进一步地,还包括警报器,所述警报器与所述mcu电连接。
16.进一步地,还包括回收料车,所述回收料车的入口与所述回收料管道的底部出口对准。
17.本实用新型的优点在于:1、运输带在运输玻璃瓶时,称重传感器对经过的玻璃瓶的重量进行称重,并将称重信息发给驱动控制机构,根据玻璃瓶的重量是否达标,驱动控制
机构决定推板是否将玻璃瓶推进回收料管,高效率地剔除重量不达标的玻璃瓶。2、mcu预设有允许的重量偏差范围参数,mcu 将其与检测的玻璃瓶重量进行比较,根据重量比较结果,控制二位五通电磁阀使伸缩气缸的活塞杆伸长或缩短。3、计数器统计重量不达标的玻璃瓶的数量。4、当连续出现多个重量不达标的玻璃瓶时,警报器发出警报信号。5、重量不达标的玻璃瓶被推入回收料车,节约成本。
附图说明
18.下面参照附图结合实施例对本实用新型作进一步的说明。
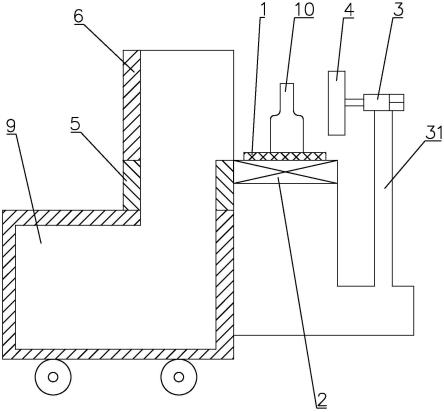
19.图1是本实用新型的日用玻璃制造行列机的玻璃瓶剔除装置结构示意图。
20.图2是本实用新型中多个玻璃瓶依次经过称重传感器上方的示意图。
21.图3是本实用新型中推板位于初始位置的示意图。
22.图4是本实用新型中伸缩气缸的活塞杆伸长使推板靠近玻璃瓶的示意图。
23.图5是本实用新型中推板将玻璃瓶推向挡板的进料口的示意图。
24.图6是本实用新型中玻璃瓶掉进回收料管道的示意图。
25.图7是本实用新型中称重传感器、mcu、二位五通电磁阀、伸缩气缸、计数器以及警报器的连接示意图。
26.附图标记:运输带1;称重传感器2;驱动控制机构3;支架31;mcu32;二位五通电磁阀33;第一送气口331;第二送气口332;第一排气口333;第二排气口334;进气口335;伸缩气缸34;头端气口341;尾端气口342;推板4;回收料管道5;挡板6;进料口61;计数器7;警报器8;回收料车 9;玻璃瓶10。
具体实施方式
27.本实用新型实施例通过提供一种日用玻璃制造行列机的玻璃瓶剔除装置,解决了现有技术中重量不达标的玻璃瓶进行热喷处理以及退火处理的缺点,实现了高效率地剔除重量不达标的玻璃瓶的技术效果。
28.本实用新型实施例中的技术方案为解决上述缺点,总体思路如下:运输带用于运输玻璃瓶,称重传感器设置在运输带的下方,玻璃瓶经过称重传感器的上方时,称重传感器对玻璃瓶的重量进行称重,如果玻璃瓶的重量在允许的偏差范围内,即重量达标,推板保持在初始位置;如果玻璃瓶的重量超出允许的偏差范围,即重量不达标,驱动控制机构就使推板前进将称重传感器正上方的玻璃瓶推入回收料管道的顶部入口,推板再回到初始位置,实现将重量不达标的玻璃瓶从运输带上剔除。
29.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
30.参阅图1至图7,本实用新型的优选实施例。
31.一种日用玻璃制造行列机的玻璃瓶剔除装置,包括:运输带1,用于运输玻璃瓶10;称重传感器2,设置于所述运输带1的下方,用于对玻璃瓶 10的重量进行称重;运输带1上的玻璃瓶10依次经过称重传感器2的上方,称重传感器2的称重范围只限制在一个经过其上方的玻璃瓶10。
32.驱动控制机构3,位于所述称重传感器2的右侧方向;推板4,与所述驱动控制机构3
的活动端固定连接;驱动控制机构3使推板4左右移动,推板4能将玻璃瓶10推出运输带1。推板4一次推动一个玻璃瓶10。
33.回收料管道5,位于所述称重传感器2的左侧方向;重量不达标的玻璃瓶10进入回收料管道5,在回收利用阶段,将重量不达标的玻璃瓶粉碎,再与玻璃瓶原材料混合,重新熔融制造玻璃瓶。
34.挡板6,与所述回收料管道5的顶部入口固定连接;挡板6防止被推动的玻璃瓶10超出回收料管道5的顶部入口,即玻璃瓶10稳定地进入回收料管道5。
35.所述称重传感器2与所述驱动控制机构3电连接,所述挡板6还开设有进料口61,所述进料口61朝向所述推板4,所述推板4能将所述运输带1 上的玻璃瓶10推进所述进料口61。称重传感器2将检测的玻璃瓶10重量信息发给驱动控制机构3,如果玻璃瓶10的重量在允许的偏差范围内,即重量达标,驱动控制机构3将推板4保持在初始位置,重量达标的玻璃瓶 10进入下一道工序的热喷设备;如果玻璃瓶10的重量超出允许的偏差范围,即重量不达标,驱动控制机构3就使推板4前进将称重传感器2正上方的玻璃瓶10推入回收料管道5的顶部入口,推板4再回到初始位置,实现将重量不达标的玻璃瓶10从运输带1上剔除,避免重量不达标的玻璃瓶10进入下一道工序的热喷设备。
36.所述驱动控制机构3包括支架31、mcu32、二位五通电磁阀33与伸缩气缸34,所述称重传感器2与所述mcu32电连接,所述mcu32还与所述二位五通电磁阀33电连接,所述二位五通电磁阀33的第一送气口331与所述伸缩气缸34的头端气口341连通,所述二位五通电磁阀33的第二送气口 332与所述伸缩气缸34的尾端气口342连通,所述伸缩气缸34的活塞杆与所述推板4固定连接,所述伸缩气缸34的缸体与所述支架31固定连接,所述支架31位于所述称重传感器2的右侧。mcu32预设有允许的重量偏差范围参数,mcu32接收称重传感器2发来的玻璃瓶10重量信息,将检测的玻璃瓶10重量与允许的重量偏差范围进行比较,根据重量比较结果,控制二位五通电磁阀33使伸缩气缸34的活塞杆伸长或缩短;伸缩气缸34带动推板4在运输带1的上方来回移动。二位五通电磁阀33还具有第一排气口333、第二排气口334与进气口335,进气口335与压缩空气管道连通。支架31 还与称重传感器2、回收料管道5固定连接,起支撑着称重传感器2与回收料管道5的作用。
37.还包括计数器7,所述计数器7与所述mcu32电连接。mcu32通过比较,如果玻璃瓶10的重量不达标,mcu32就发送信号给计数器7,计数器7统计重量不达标的玻璃瓶10的数量,重量不达标的玻璃瓶10将被剔除,从计数器7间接地反映了剔除玻璃瓶10的数量。
38.还包括警报器8,所述警报器8与所述mcu32电连接。当连续出现多个重量不达标的玻璃瓶10时,警报器8发出警报信号。例如,连续出现五个玻璃瓶10出现重量不达标,这可能是行列机的制造玻璃瓶10的部件出现异常,工作人员就关停行列机,以及关停运输机,使运输带1停止将玻璃瓶 10送向称重传感器2;工作人员准备检修工作。
39.还包括回收料车9,所述回收料车9的入口与所述回收料管道5的底部出口对准。重量不达标的玻璃瓶10被推入回收料管道5最后掉进回收料车 9,在生产结束后,工作人员将回收料车9移动至回收处理区域再倒出重量不达标的玻璃瓶10。最后将空的回收料车9的入口再与回收料管道5的底部出口对准。
40.本实用新型的日用玻璃制造行列机的玻璃瓶剔除装置的工作方式:行列机制造出来的玻璃瓶10依次进入运输机的运输带1,运输带1上的玻璃瓶 10依次经过称重传感器2的
上方,称重传感器2逐个对玻璃瓶10进行称重,如果玻璃瓶10的重量达标,推板4保持在初始位置,此玻璃瓶10就被运输到下一道工序的热喷设备;如果玻璃瓶10的重量不达标,驱动控制机构3 就使推板4移动将此玻璃瓶10推出运输带1,此玻璃瓶10掉入回收料管道 5,推板4再回到初始位置,实现高效率地剔除重量不达标的玻璃瓶10。
41.虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种用于玻璃瓶生产加工的退火...
- 一种单晶炉拉晶辅助工装和单晶...
- 电石渣焙烧处理系统的制作方法
- 合成氨耦合电解水制氢系统的制...
- 一种用非线性控制方法控制微生...
- 一种医疗试管生产加工用热处理...
- 一种液体肥生产设备
- 一种沼渣高温好氧发酵堆肥装置...
- 一种同轴结构的氧化铝陶瓷与金...
- 一种有机废弃物智能堆肥发酵反...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1