非球面玻璃镜片模压方法及其模压模具与流程
1.本发明涉及模压设备技术领域,具体地,涉及一种非球面玻璃镜片模压方法及其模压模具。
背景技术:
2.非球面玻璃模压是一种先把玻璃材料加热软化到一定程度,再通过对表面具有高精密度的成形模具施加一定压力而形变成非球面形状的技术。在模压的过程当中,由于饱和蒸气压升高,释放出微量气体,由于传统模具上、下模仁与预形体结合较为紧密,会导致模具内气体滞留,最终在镜片表面起雾,且镜片表面容易产生凹凸不平的痕迹,严重影响镜片的面型结构与表面质量。
3.公开号为cn208980569u的专利公开一种硫系玻璃非球面镜片的模压模具,该专利考虑到了气体滞留问题,在其上固定板和下固定板均设置有充氮气孔,充氮气孔与放置孔连通,通过导柱对上型板和下型板进行导向,模压时气体可以直接上型板和下型板之间排出,气体不会滞留在成型腔内,虽然能使镜片表面得到一定程度的改善,但这样一来,气流有了确定的流向,相当于气孔体积变大了,合模时热压会使得玻璃往气孔处“流动”,最终仍会在镜片表面产生气泡。
技术实现要素:
4.本发明解决的技术问题在于克服现有技术的缺陷,提供一种非球面玻璃镜片模压方法,以解决模压过程中时排气不良所导致的晶片面形及表面质量不良的问题。
5.本发明同时提供一种非球面玻璃镜片模压模具,通过对下模仁排气孔体积进行调节,实现对模压过程气流的适当调整,确保镜片成型质量。
6.本发明的目的通过以下技术方案实现:一种非球面玻璃镜片模压方法,采用上模仁和下模仁进行模压,对上模仁和下模仁合模时的气流进行疏导的同时防止气流外排。
7.进一步地,在下模仁上开设排气孔供气流流通,排气孔内置入可沿排气孔轴向作前后移动的堵塞部件。
8.一种非球面玻璃镜片模压模具,包括上模仁、下模仁,下模仁上开设排气孔,排气孔内设有堵塞部件,堵塞部件可在排气孔内发生轴向位移,堵塞部件外径与排气孔内径尺寸适配,堵塞部件长度小于或等于排气孔长度。
9.进一步地,堵塞部件靠近排气孔出口的端部与一个连接件相接,下模仁上设有安装孔,堵塞部件进入排气孔时,连接件进入下模仁安装孔内,堵塞部件在排气孔内的位移通过操作连接件调节。
10.更进一步地,连接件与下模仁安装孔螺纹连接。
11.再进一步地,堵塞部件和连接件一体成型。
12.进一步地,排气孔直径为0.2mm~0.4mm。
13.进一步地,排气孔长度为4mm~6mm。
14.进一步地,上模仁和下模仁之间安装有型环。
15.更进一步地,上模仁和下模仁外周套设有型套。
16.与现有技术相比,本发明具有以下有益效果:1)颠覆传统排气理念,由堵塞部件防止气流快速排出,通过控制堵塞部件在排气孔内的伸入和抽出动作,使模腔内气流发生适应性变化,避免在镜片表面产生气泡;2)模压模具创造性地设计相互连接的堵塞部件和连接件,连接件优选与安装孔螺纹旋合,可灵活调节堵塞部件在排气孔内的出入位移量,从而有序调节进入排气孔内的气体体积,满足在模压时排出适量气体的需求,消除模压后产品表面存在气泡痕的现象。
附图说明
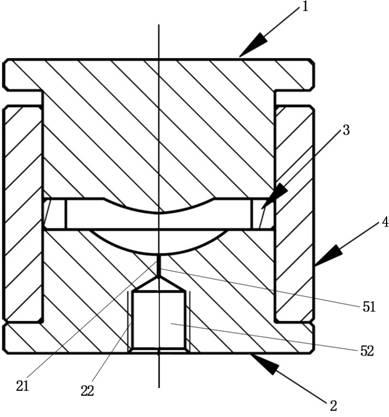
17.图1为实施例1所述的模压模具的剖面结构图;图2为图1中连接件和堵塞部件的结构示意图;图3为实施例1、实施例2和实施例3所成型出的镜片质量对比。
具体实施方式
18.下面结合具体实施方式对本发明作进一步的说明,其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。
19.实施例1设计一种非球面玻璃镜片模压方法,在上模仁和下模仁进行模压时,对上模仁和下模仁合模时的气流进行疏导的同时防止气流外排,具体可在下模仁上开设排气孔供气流流通,排气孔内置入可沿排气孔轴向作前后移动的堵塞部件。
20.上述模压方法与传统排气理念完全相反,由堵塞部件防止气流快速排出,通过控制堵塞部件在排气孔内的伸入和抽出动作,使模腔内气流发生适应性变化,避免在镜片表面产生气泡,从而确保镜片的优良成品品质。
21.以下提供一种实现上述模压方法的模压模具,见图1所示,其包括上模仁1、下模仁2,上模仁和下模仁之间安装有型环3,上模仁和下模仁外周套设有型套4,下模仁2上开设有排气孔21,排气孔具体开设在合模底部位置,排气孔21内设有堵塞部件51,堵塞部件可自动或通过人工操作在排气孔内发生轴向位移,堵塞部件51外径与排气孔21内径尺寸适配,堵塞部件51长度小于或等于排气孔21长度。
22.如图2所示,堵塞部件51靠近排气孔21出口的端部与一个连接件52相接,该连接件即为操作媒介,下模仁2上设有安装孔22,通过将连接件52置入安装孔22内,堵塞部件51同步从安装孔22内进入到排气孔21,堵塞部件51在排气孔内的位移通过操作连接件52调节。
23.为便于灵活调节堵塞部件在排气孔内的位移量,从而适应性调节排气孔内气体体积,优选使连接件52与下模仁安装孔22螺纹连接,此时连接件即为螺钉结构,进一步优选地,堵塞部件51和连接件52一体成型,使两者的位置度得到充分保障,避免连接件在旋入旋出过程中,堵塞部件发生断裂、卡滞等问题。
24.本实施例中排气孔直径为0.2mm~0.4mm,排气孔长度为4mm~6mm。
25.本技术模压模具通过连接件在下模仁安装孔内的旋入量来控制堵塞部件进入排气孔的长度,当堵塞部件进入长度长时,可使原本合模时排出积压在排气孔内的部分气体又回溢至模腔内,减轻合模过程中玻璃往排气孔处流动的现象,降低镜片表面气泡风险;当堵塞部件进入长度短时,模腔内一部分气体又会进入排气孔内,避免影响镜片成型。堵塞部件的可调节设置是为了调节出合适的合模气体体积,达到既能储存气体起到排气功能、又不会在镜片表面产生气泡痕迹的效果。
26.连接件的直径随着镜片尺寸的大小的不同,其直径和长度也不同,本实施例中连接件直径为6mm、长度20mm左右(长度至少需要做到连接排气孔出口与下模仁底部)。
27.现利用本实施例的模压模具,将直径为7.85 mm的预形体玻璃球通过模压制成规格为的镜片产品,工艺流程:上料
→
小球预热
→
高温模压
→
产品冷却
→
下料,具体实施步骤如下:1.上料:使用机械手全自动化地将上模仁、型环及型套取出,将预形体即玻璃球放置在下模仁内,然后把型环、上模仁轻轻地放回型套中,直至玻璃球与上模仁恰触碰在一起,最后将整套模具放到上料台上;2.预热:在预热轴中对模具和玻璃球进行整体的加热,以使玻璃球缓慢的加热至软化;3.高温模压:成形轴的上加热板的作用是使上、下模仁压合,并对预形体玻璃球施加压力,当压力到达设置值时停止移动,此时对玻璃球进行保压操作;4.冷却:在冷却轴中对上模仁、下模仁进行降温处理以达到设定温度;5.下料:使用机械手全自动化地在出料口处取出模具,将上模与下模分离,用真空吸附手段取出玻璃模压成品并放置在成品盒子中。
28.图3示出了三种不同模压模具成型的镜片成品形貌,第一幅图为模具未设置排气孔的情况,据图可知,其镜片表面起雾;第二幅图是模具设置了排气孔,但未对排气孔内气体体积进行调节,观察可知其镜片表面相对于第一幅图来说在起雾方面有改善,但其表面有气泡产生;第三幅图为采用本技术模具成型的镜片,面型外观得到极大改善,雾和气泡现象都消失了。
29.本技术的模压模具设计简单、工艺可调整、加工简易,具有显著降低镜片生产的面形不良率、确保优良成形效果的优点。
30.显然,上述实施例仅仅是为清楚地说明本发明的技术方案所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种高粘度碳纳米管导电浆料的...
- 基于ATR的氢气方法和设备与...
- 一种3D打印复杂结构陶瓷制件...
- 曲面显示面板的成型设备及其成...
- 一种新型防堵耐磨材料用于水泥...
- 一种SnS-SnS2@GO异...
- 一种采用硝酸加压法处理锂云母...
- 一种高纯磷酸铁及采用多级净化...
- 基于UCl3型晶格的框架导体...
- 一种用于去除钛白废酸中硫酸亚...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1