模具行位机构驱动是什么?今天给你讲清楚
在塑胶模具里,材料塑性不好的产品侧壁凹凸形状较大有倒扣时,则要采用行位抽芯机构;对于成型那些深型腔并且侧壁不允许为脱模斜度,侧壁还要求高亮度的制品,其模具结构也要采用侧面行位抽芯机构。那么行位机构是如何运行?下面来给大家解析模具行位机构驱动。

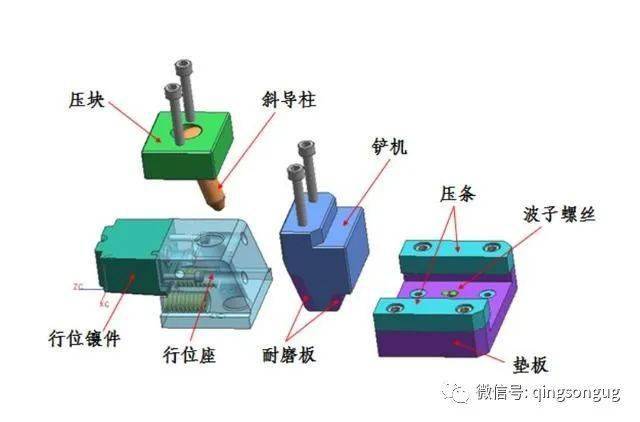
1.塑胶模行位机构的组成有行位镶件、行位座、斜导柱、铲机、耐磨块、压条、弹簧、限位装置等,每个部件都有它的作用:
(1)行位镶件:成型零件,成型产品倒扣部分,要求严格时需单独拆成镶件,便于后续更换维修,固定在行位座上;
(2)行位座:行位机构的主体,主要是用来锁紧固定行位镶件以及滑行导向的作用:
(3)斜导柱:驱动行位机构侧向抽芯及复位
(4)铲机:最终驱动滑块完全复位,防止注塑过程中滑块往后退;
(5)耐磨块:防止摩擦部位磨损,一般设计在铲机和滑块座底部;
(6)压条:压住行位座防止行位座晃动,且起到导向作用:
(7)弹簧:辅助斜导柱侧向抽芯和防止没合模之前行位提前复位;
(8)限位装置:一般是用弹簧+限位螺丝、限位玻珠+限位螺丝,起到限制行位行程的作用。
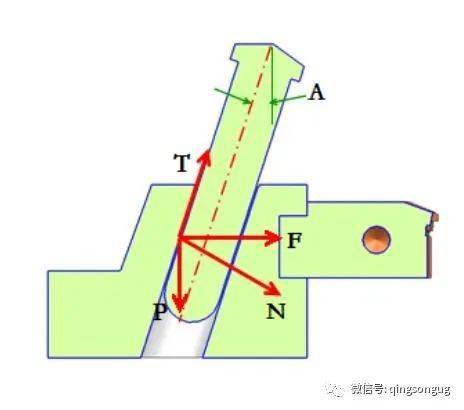
2.斜导柱运动的力学简析:斜导柱是安装固定在A板上的,驱动力是通过AB板打开开模的力驱动,前模行位的驱动力面板与A板打开,弯销是锁在面板上,一般情况下有前模行位的就用细水口模胚:
N-斜导柱所受弯曲力.
F-抽芯力
A-斜导柱倾斜角度,10 ~ 25 °
P-分向开模力
摩擦力,与钢材摩擦系数相关的定值
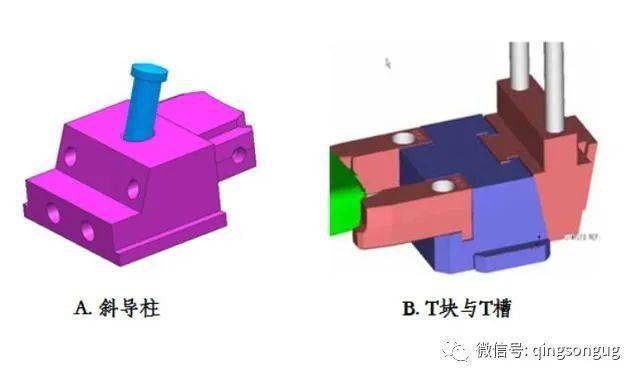
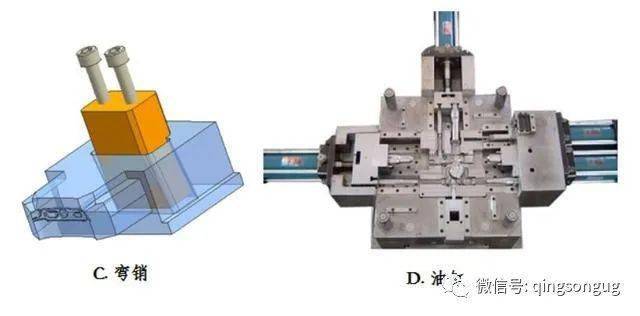
3.行位驱动机构的方式有很多种:斜导柱驱动、T块与T槽驱动、弯销驱动、油缸驱动,这几种驱动方式在塑胶模里面非常常见,如下图所示:
4.行位在模具结构中的比例:
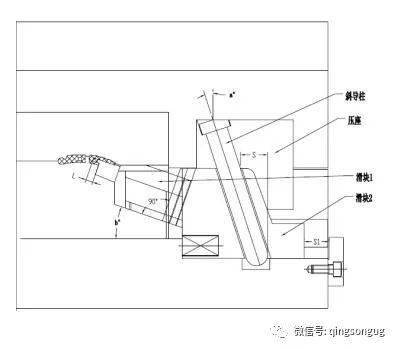
5.双节行位:塑胶产品会有斜的倒扣,这个时候我们就得做双节行位,关于可应用于不同角度行位的驱动方式的设想,驱动方向从开模方向,如下图所示:


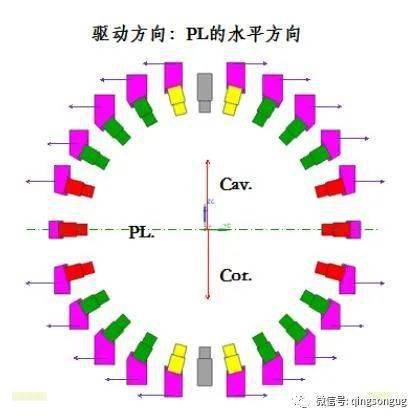
6.双节行位:关于可应用于不同角度行位的驱动方式的设想驱动方向从PL的水平方向,如下图所示:
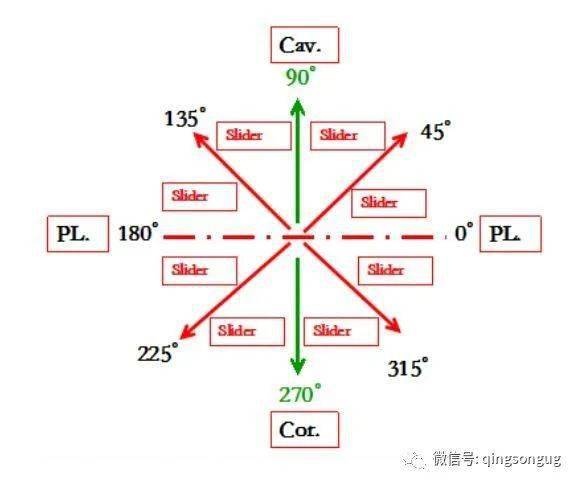
7.各个出模角度常用的驱动方式,如下图所示:

8.第(1)区域:多是由A/B板控制,建议采用斜导柱的方式;如果由弹板控制,建议采用30 °以内的(T块+T槽)方式控制
第(2)区域:如果由面板(+流道板控制),建议采用30 °以内的(T块+T槽)方式控制;如果由弹板控制,可考虑双节行位

9.第(3)区域:如果由面板(+流道板控制),建议采用(拉勾+弹弓)的方式控制;如果由弹板控制,可考虑双节行位(可用简化形式)

(文章转载于网络,仅供学习分享,如侵权,请联系删除)
学无止境 返回搜狐,查看更多
责任编辑: